
Optimale Luftfeuchtigkeit für deine Prozesse
Damit die Qualität stimmt, wenn es darauf ankommt.
Deine Vorteile
- Bis zu 93 % weniger Energieverbrauch im Vergleich zu Elektroden-/Widerstandsdampfbefeuchtern
- Energieeinsparung durch gleichzeitige Raumkühlung
- Volle Befeuchtungsleistung ohne Verzögerung
- Effiziente und flexible Steuerungstechnik
- Hygienische Befeuchtung (zertifiziert nach VDI6022 Blatt 1 und 6)
- Lange Lebensdauer und höchste Energieeffizienz für eine zukunftssichere Investition

BNB Direktraum-Ultraschallbefeuchter: Für höchste Präzisionsansprüche
+
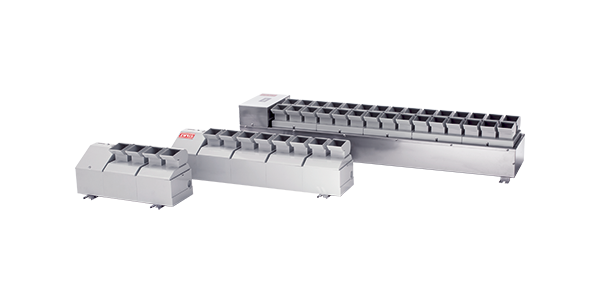
Die Stulz Direktraum-Ultraschallbefeuchter UltraSonic BNB mit Befeuchtungsleistungen von 1,0 bis 5,0 und 8,0 kg/h sorgen in Produktionsräumen, EDV-Räumen, Lagerstätten, Druckereien, Museen, Theatern für eine optimale Feuchte für Produktion, Lagerung und Wohlbefinden. Der integrierte Ventilator verteilt den im Wasserbad erzeugten Nebel im Raum. Durch bewährte Reglerkomponenten wird die gewünschte Raumfeuchte exakt eingehalten.
ENS Kanaleinbau-Ultraschallbefeuchter: Für den Einbau in Kanäle und Klimageräte
+
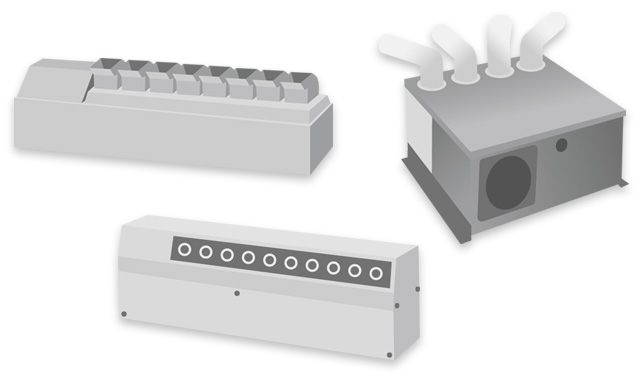
Die Geräte der Modellreihe Stulz Ultraschallbefeuchter UltraSonic ENS mit Befeuchtungsleistungen von 1,2 bis 18,0 kg/h sind für den Einsatz in der Lüftungs- und Klimatechnik geeignet. Eingebaut in Lüftungskanälen, Kastengeräten und Klimageräten sorgen sie für eine optimale Feuchte für die Produktion und Lagerung sowie für ein angenehmes Raumklima. Der Luftstrom im Kanal sorgt dafür, dass der Nebel aus dem Befeuchter getragen wird. Die gewünschte Raumfeuchte kann dabei durch bewährte Reglerkomponenten exakt eingehalten werden.
FN Einbau-Ultraschallbefeuchter: Für Spezialanwendungen
+
Die kompakten Stulz Ultraschallbefeuchter UltraSonic FN mit einer Befeuchtungsleistung von 0,5 kg/h wurden speziell für den Einbau in Lager- und Klimageräte, Laborschränke, Gärautomaten, Lüftungstruhen und ähnliche Anwendungen konzipiert. Mit ihrer punktgenauen und hygienischen Befeuchtungsleistung sind sie für Labor- und Reinraumanwendungen geeignet und können auch für Prüf- und Simulationsgeräte eingesetzt werden.
SCA Universal-Ultraschallbefeuchter: Für mehr Frische und höhere Qualität
+
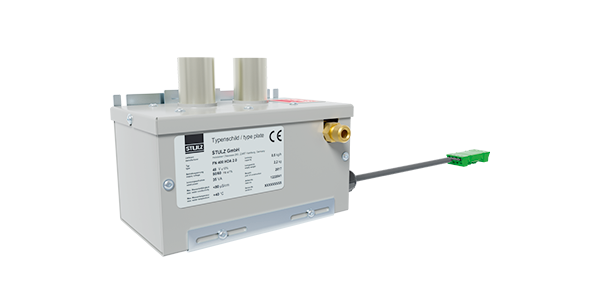
Die universell einsetzbaren Stulz Ultraschallbefeuchter UltraSonic SCA mit Befeuchtungsleistungen von 1,0 bis 2,0 kg/h verfügen über ein Verteilersystem, mit dem unter anderem Frischetheken und Klimakammern mit Nebel zur Befeuchtung versorgt werden können. Die punktuelle Befeuchtung und eine präzise Steuerung mit dem USSK-2-Schaltkasten unterstützt dabei, hohe Qualitätsstandards für Lebensmittel aufrechtzuerhalten.

Die optimale Luftfeuchtigkeit für Gesundheit und Produktion
Zu trockene Luft hat einen negativen Einfluss auf die Gesundheit und das Wohlbefinden. Im Komfortklimabereich wird von den meisten Menschen eine relative Luftfeuchtigkeit von 50 bis 55 % als angenehm empfunden. Bei Werten zwischen 40 und 60 % ist auch das Risiko einer möglichen Übertragung von Grippeviren verringert. Das Befeuchtungssystem selbst trägt dank Hygienesteuerung und Konstruktion nach VDI 6022 zur Sicherung höchster Luftqualität bei.
Für industrielle Anwendungen, bei denen ein Produkt oder der Produktionsprozess besondere Anforderungen an die Luftfeuchtigkeit stellen, sind oft ebenfalls bestimmte Werte oder Toleranzen gefordert.






